Ingestion dei dati di produzione in Snowflake

L’accesso ai dati degli stabilimenti di produzione è uno dei principali argomenti d’interesse per la maggior parte dei fornitori di piattaforme cloud vista la rapida adozione dell’Industria 4.0.
I termini Industry 4.0, Industria 4.0, o anche “quarta rivoluzione industriale”, si riferiscono all’emergente trasformazione tecnologica dell’industria manifatturiera e dei settori correlati. Tale tendenza comporta l’integrazione di tecnologie avanzate come IoT, intelligenza artificiale e machine learning (ML) nel processo di produzione, dando vita a fabbriche “più intelligenti”, che sono più efficienti, flessibili e reattive alla domanda dei clienti.
Uno dei requisiti chiave per diventare un’Industria 4.0 è raccogliere e analizzare enormi quantità di dati, per migliorare l’efficienza, l’accuratezza e il processo decisionale. I dati possono essere utilizzati, ad esempio, per ottimizzare i processi di produzione, prevedere le esigenze di manutenzione e migliorare la qualità dei prodotti. Tutto ciò è reso possibile da piattaforme dati e di analisi veloci, flessibili e scalabili.
Creare un nuovo modello di industria
Nell’Industria 4.0 i dati hanno un’importanza vitale. Un sondaggio condotto da IoT Business News rileva che le aziende che non si stanno muovendo nella direzione di una strategia per l’Industria 4.0 sono una minoranza. Un sorprendente 72% degli intervistati sta implementando un proprio modello di Industria 4.0/smart factory con numerose iniziative in corso e alcune già completate. Con un’applicazione efficace dei principi dell’Industria 4.0, le aziende hanno la possibilità di incentivare l’efficienza operativa, l’innovazione e la competitività nell’era digitale.
L’Industria 4.0 richiede molteplici categorie di dati, dalle serie temporali ai dati transazionali fino a quelli strutturati e non strutturati. Si basa inoltre sull’integrazione dei sistemi informatici (IT) e di tecnologia operativa (OT) per supportare le varie funzioni all’interno dell’organizzazione. Le iniziative di Industria 4.0 chiave, come il miglioramento dell’efficienza e la riduzione dei tempi di fermo grazie all’inclusione di data set più vasti (sia interni che esterni), aumentano ulteriormente il valore e la precisione dei risultati.
Per controllare e monitorare le macchine di produzione, i team OT devono anche gestire l’ulteriore complessità dovuta ai molteplici protocolli di comunicazione che governano le modalità di scambio dei dati. Ciò richiede l’utilizzo di software di connessione specializzati per l’estrazione dei dati da queste macchine.
Per l’Industria 4.0 sono importanti sia i dati IT che i dati OT ed è necessario comprendere entrambi questi tipi di dati in modo olistico per ottenere insight significativi mirati a semplificare le operazioni di produzione. I casi d’uso come la qualità predittiva richiedono dati di test (qualitativi) e dati relativi ai parametri di processo delle macchine rilevati da sensori o controller PLC, che vengono correlati tra loro per creare modelli AI/ML in grado di identificare la combinazione di parametri di processo che può aver portato alla fabbricazione di prodotti di scarsa qualità. Inoltre, quando si lavora a casi d’uso per la sostenibilità, come l’ottimizzazione del consumo energetico di un impianto di produzione, abbiamo bisogno di ulteriore hardware specializzato e sensori da interfacciare con i contatori di potenza per estrarre parametri rilevanti sul consumo energetico.
Progettare risultati di business migliori
Snowflake sa quanto sia importante lo sfruttamento e l’ingestion di dati sia IT che OT con identificazione esatta degli asset, gerarchia degli impianti e condivisione sicura dei dati per i clienti e i partner, per realizzare la convergenza tra IT e OT e aiutare a ottenere insight significativi dai dati. Questo obiettivo può essere raggiunto con le principali funzionalità della piattaforma Snowflake insieme alla nostra vasta rete di partner, nonché attraverso l’ingestion di dati IT da sistemi ERP, CRP e SRM.
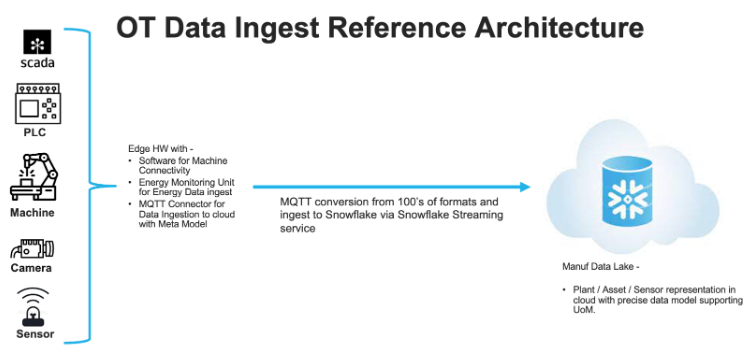
Data la complessità dell’ingestion di dati dai sistemi OT in tempo quasi reale, Snowflake sta definendo un’architettura di riferimento standardizzata. In collaborazione con i nostri partner, questa architettura di riferimento standardizzata fornisce hardware per la connettività edge che, oltre a essere un dispositivo gateway, supporta l’edge analytics. Sempre in collaborazione con i nostri partner, l’architettura include l’ingestion di dati basata su MQTT in Snowflake. Si ottiene in questo modo una comunicazione altamente scalabile, veloce, flessibile (dati OT pubblicati per eccezione dall’edge al cloud) e sicura con Snowflake. Inoltre, questo processo di pubblicazione dei dati OT preserva i modelli di dati degli impianti/asset con i metadati, favorendo risultati di business importanti per le aziende manifatturiere, come l’ottimizzazione delle prestazioni energetiche e degli asset, la manutenzione predittiva e la qualità predittiva, il tutto grazie a questa architettura dati integrata.
Per i nostri clienti e partner, il focus si sposta dalla creazione di soluzioni di ingestion e integrazione di dati agli aspetti che favoriscono i risultati di business.
Questa architettura connette la macchina con il cloud in pochi giorni anziché settimane o mesi, consentendo alle aziende di realizzare più rapidamente il ritorno sull’investimento. E per quei clienti con eventuali restrizioni per le analisi eseguite nel cloud rispetto agli ambienti edge, la soluzione può scalare da un gateway edge a una piattaforma di analisi edge.
Le funzionalità Snowflake per il manufacturing unificano rapidamente i dati provenienti da tutte le funzioni e le transazioni, i dati finanziari e ora anche dati dettagliati a livello di produzione, svolgendo un ruolo cruciale per l’accelerazione delle iniziative di Industria 4.0. Continua a leggere il nostro blog per approfondimenti sull’Industria 4.0 e la supply chain nei prossimi mesi.
Scopri di più su Snowflake per il settore manifatturiero.
10 domande sull’Agentic AI per leader del settore Healthcare e Life Sciences

In che modo Cortex Code aiuta l’FP&A a passare dal reporting statico agli insight strategici

I servizi finanziari sono entrati nel prossimo capitolo dell’intelligenza artificiale: misurabile, governata e agentica
